
Am 20.04.03 nach sechs Wochen Hommelabstinenz frisch aus Neuseeland zurück eine neu entdeckte Seite auf englisch http://www.lathes.co.uk/hommel/index.html. Sorry to the people, who can't understand german, I haven't the time for an english version, so try this link.
Die UWG gibt es in zwei unterschiedlichen Größen als UWG 1 und als UWG 2. Diese unterscheiden sich nur dadurch, daß die UWG2 ein größeres Bett, eine dickere und längere Säule und einen größeren Kreuztisch hat. Die Anbauteile können, bis auf (eventuell?) wenige Ausnahmen, an beiden Maschinen verwendet werden. In der folgenden Tabelle sind einige charakteristischen Maße (mm) und Massen (kg) angegeben:
| UWG 1 | UWG 2 | |
|---|---|---|
| Grundplatte (Länge x Breite) | 500x140 | 780x215 |
| Grundplatte (Gewicht) | 22,3 | 74 |
| Säule (Durchmesser x Höhe über Bett) | 60x480 | 100x590 |
| Säule (Gewicht) | 11,7 | 44 |
| Spitzenhöhe (vor Kopf Säule) | 350 | 500 |
| Senkrechter Quersupport (vert.) | 410 | 420 |
| Senkrechter Quersupport (horiz.) | 142 | 155 |
| Spitzenweite (normal/vergrößert) | 230/350 | 500/620 |
| Supporthöhe | 80 | 100+25 |
| Längsweg/Querweg Support | 142/150 | 170/150 |
| Größe Spanntisch | 215x150 | 340x200 |
| Verschiebweg Support | 360 | 620 |
| Gewicht Support | 8,3 | 24 |
Gemeinsam an den UWGs ist die Spitzenhöhe von 90 mm, der Spindeldurchlaß von 16 mm, der Reitstock mit einem verkürzten MK1 und Pinolenhub von 60 mm.
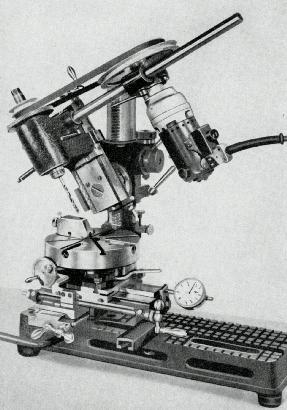
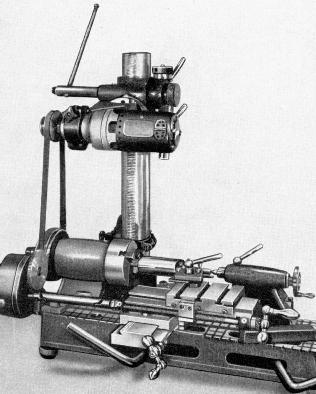
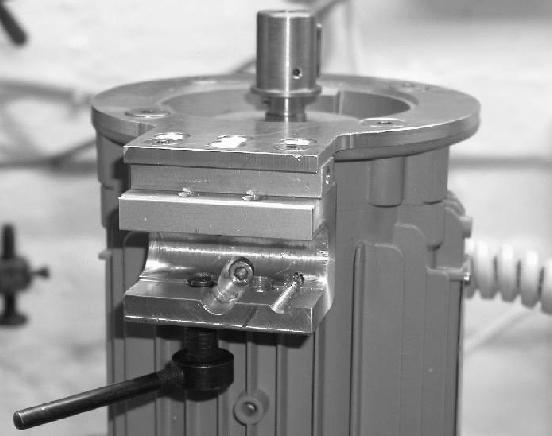
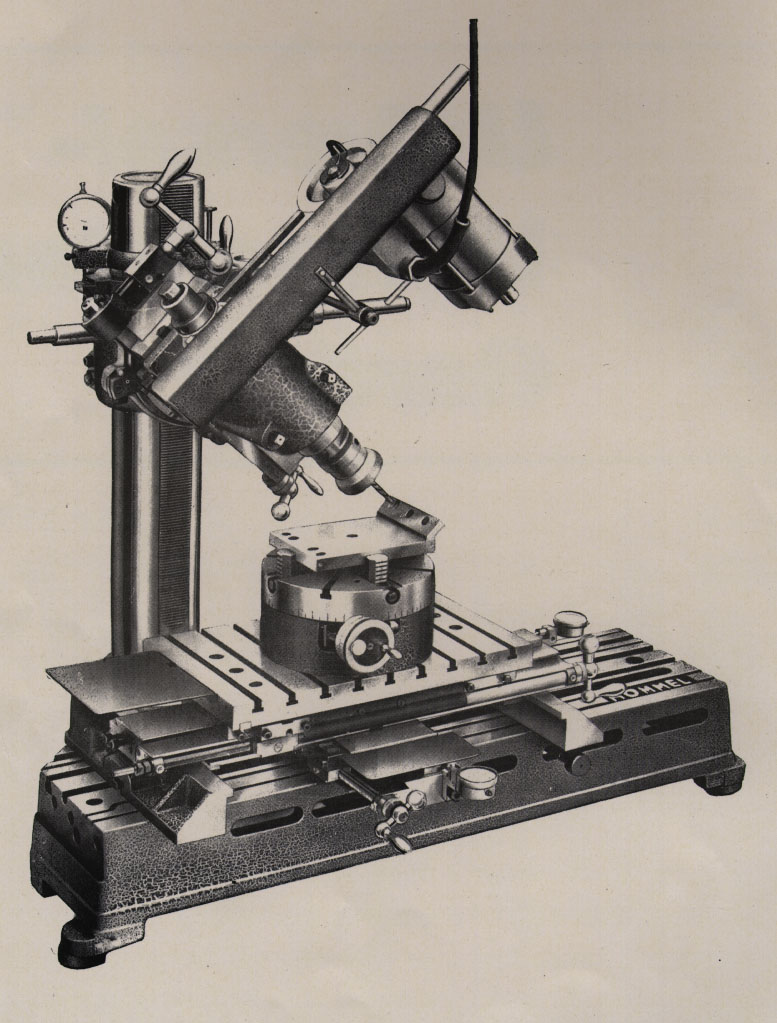
Der Frässpindelstock, der bei der UWG 2 dabei ist, hat eine ISA30 / SK30 (DIN 2080) Aufnahme. Die beiden folgenden Bilder stammen von http://www.g-m-a.de/inserat.htm. Die Maschine ist inzwischen über Umwege zu mir gewandert:-) So einige Details auf den Bildern Bilder habe ich an meiner UWG 2 wiedererkannt.


Auf dem ersten Bild ist schön das (zusätzliche, hier sogar ausrückbare) Winkelgetriebe zu sehen, mit dem auch Plangewinde gedreht werden können. Zu den SK30-Aufnahmen siehe unten. Die Maschine stand in einem Schmiedewerk und wurde u.a. zur Herstellunng von Kerbschlagbiegeproben benutzt. Ein Messerkopf wäre nett, aber wiederum sind die Motoren mit ca. 170 W für vernünftige Messerköpfe eh ein bißchen schwach auf der Brust; zumindest wenn man die Schnittleistungen von richtigen Fräsen gewöhnt ist. Für 50er Köpfe und Alu reicht es aber zum Glück. Die Eins ist für Fräsarbeiten mit dem SK30-Kopf (fast 10 kg) ein bißchen zu leicht und wird kopflastig, da sollte es schon die 2 sein. Auf alten Einsern sind in den Schiebelagern auch nicht die vier Bohrungen für den SK30-Kopf vorhanden. Dafür braucht man dann die massiveren Köpfe im Stile der Zwei, die es später auch für die Eins gegeben hat. Dieter Schiller arbeitet sich gerade einen Adapter, um den SK30-Kopf als Spindelstock zum Drehen zu verwenden, dadurch vergrößert sich auch die Spitzenhöhe. Und wenn in einem Aufwasch gleich der Adapter für den Reitstock mitgefertigt wird...
Aufgrund des Gewichts des großen Supports der Zwei (35 kg mit großem Aufspanntisch) wird bei Vorhandensein beider UWGs die Zwei meist zum Fräsen und die Eins zum Drehen verwendet. Hinzu kommt, daß der große Support für Dreharbeiten zu hoch ist.Wenn im Folgenden von der UWG die Rede ist, so meist von der UWG1. Bett und Säule der UWG1 bringen es schon auf 45 kg. Zusammen mit Werkzeug irgendwo zwischen Normal- und Komplettausstattung hat man ca. 135 kg zu transportieren. Damit dürfte das die einzige Werkzeugmaschine (WZM) sein, die als arbeitsfähiges Gerät fahrradanhängertauglich ist (Ganz breites Grinsen:=) Die UWG2 wird in der Komplett-Ausstattung netto mit 350-410 kg, brutto mit 520 kg angegeben.
Dadurch, daß die UWG so klein ist gibt es leider so einige Probleme bei der Werkzeugbeschaffung. Die kleine Schneidkantenhöhe von 10 mm erlaubt beispielsweise keine handelsüblichen Schnellwechselhalter (es gibt ein schweizer Fabrikat, u. A. über Förster, was aber mit xy Stahlhaltern so ab ca. Euro kostet). Auch sind die Stahlhalter für weit verbreitete HM-Platten (z.B. Unisix der Baugröße 42) zu hoch. Hier ist Eigeninitiative gefragt, und, dank der Hommel, aber auch meist möglich (Z.B. mit der Flex ein gutes Stück raustrennen und dann mit der Hommel den Rest plan schleifen). Man kann sich mit der Hommel förmlich am Haarschopf aus dem Sumpf ziehen:=)
Nur eine kleine Kostprobe aus den Fertigungsmöglichkeiten:
Spätestens für die UWG2 gab es dann noch Abwälzvorrichtungen zum Zahnradfräsen, Radialkurvenfräs- und schleifzubehör, eine Innenschleifspindel (Fortuna, Stuttgart, bis 35.000 min-1), Kopierfräszubehör etc. Auch für die Eins soll es eine kleinere Abwälzvorrichtung gegeben haben.
Die kleinen Abmessungen lassen Böses ahnen, z.B. daß man gerade mal Stecknadeln herstellen könnte. So schlimm ist es aber gar nicht:


Wer nicht glaubt, waß für operationen Möglich sind: Ein Niederländer hat auf seiner UWG2 an seiner PKW-Felge die Lagersitze ausgedreht und wollte sich nicht die Arbeit machen, den Reifen abzunehmen:-)


Ich benutze meine UWG1 häufig, um Leistungsmessungen an Nabendynamos, auch eingespeicht, zu messen. Ein Bild ist im Meßtechnik-Kapitel des Beleuchtungstextes.
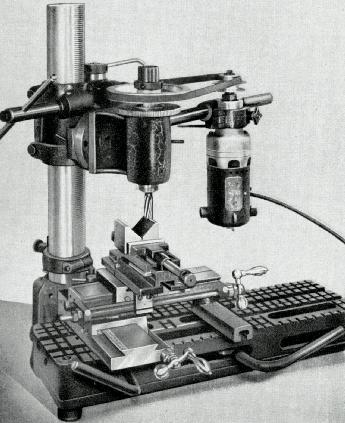
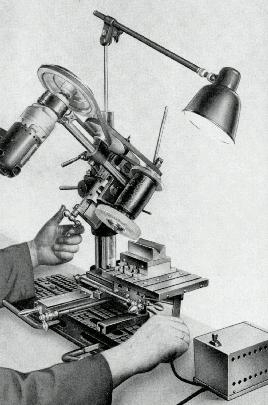
Für die UWGs gibt es zwei Motoren: Den, in obigen (graustufen) Werksbildern gezeigten, Allstrom-Motor (1114 A) und einem (in den Farbbildern) Drehstrommotor (1130). Der Allstrommotor ist im Prinzip eine überdimensionierte Bohrmaschine mit 45er Spannschaft und 150 W Wellenleistung. Die Leerlaufdrehzahl beträgt 1200 min-1, bei Vollast 650 min-1.
Wer die UWG mit dem Drehstrommotor (1130) mit 170 W Wellenleistung (22er Wellenzapfen) bekommt, der sollte gleich noch einen kleinen Frequenzumrichter (FU) mit einplanen. Neu kosten FUs mit 750 VA ca. 700 DM (inkl. Netzfilter und MWSt., Stand 2000). Ab und zu sind aber auch entsprechende Angebote in typischen Gebrauchtforen, z.B. ebay, anzutreffen. Dann noch mit einem bißchen Eigenleistung einen kleinen Steuerkasten für Drehzahl, An/Aus und Drehrichtung an ca. 1 m Kabel und fertig ist die Fernsteuerung. Bisher hat die Wicklung die elektrodynamische Belastung durch den FU überstanden. Außerdem ist man so unabhängig vom Vorhandensein von Drehstromsteckdosen.
Robert Daiger (Adresse siehe unten) hat eine UWG 2 mit Schrittmotoren ausgestattet und so eine CNC-Hommel gebaut. Auch 'ne nette Idee. Er gibt Interessierten gerne Auskunft.

Neuere UWGs sind in grünen Hammerschlaglack gestrichen. Da scheint CWS Hammerschlag grün Nr.62 passend zu sein, auch wenn bei den UWGs schon im Original mehrere Grüntöne vorkommen. Dann scheinen noch einige Maschinen ab Werk in grau oder Bundeswehrgrün ausgeliefert worden zu sein...
Bis auf eine gelegentliche Nachschmierung der Vorgelegewelle sind die Motoren anscheinend wartungsfrei. Bei den mir bisher unter die Finger gekommenen vier Motoren waren keine Lagerprobleme zu beobachten.
Dabei war einer der Motoren anscheinend exzessiv benutzt worden: Außen total versifft, sehr viel Fett, teilweise bis in den Motorraum vorgedrungen, das Ritzel sehr stark abgenutzt. Diesen habe ich komplett zerlegt (davon rate ich inzwischen ab): Die Außenringe der Lager waren tadellos. Die Wicklung sah wie neu aus. Der Aufwand, besonders die Wicklungsanschlüsse neu durchzufädeln, lohnt den betriebenen Aufwand nicht, um etwas besser an das vorgelegeseitige Lager ranzukommen. Hier hilft auch ein Lappen am langen Stab.
In der Regel ausreichend: Das Loslager auf der Schnellseite aufmachen. Dazu die Madenschraube neben der Paßfeder rausdrehen und mit sanfter Gewalt (die Passung streut zwischen Fingerkraft und Schraubenschlüsselhebel) die Hülse abziehen. Nun den Sprengring entfernen und mit einer spitzen Nadel die beiden breiten Ringe und den Rest bis zum Lagerring entfernen. Beim Lagerring die Laufflächen inzpizieren: Bei guter Lauffläche nachfetten (nicht in Fett ertränken!) und wieder Zusammenbauen. In der Regel ist der Gummiabstandsring zwischen den beiden großen Scheiben im Laufe der Zeit verhärtet und spröde geworden. Dieser sorgte dann mal für eine leichte Lagervorspannung. Bei einem der Motoren waren auch zusätzlich gewellte Federscheiben eingebaut. Gut sortierte Eisenwarenläden sollten hier mit den passenden Scheiben (DIN xy) dienen können. Alles wieder zusammenbauen, die Hülse ausrichten und mit sanfter Gewalt wieder aufpressen (notfalls Vorgelegedeckel abnehmen und die Welle abstützen, dann wird das Lager am Vorgelege geschont) und die Madenschraube wieder eindrehen. Fertig:=)
Falls es doch mal, wider Erwarten, eines der Lager erwischen sollte: Es sind Schulterkugellager der Baugröße E15 von GMN (?) und als solche noch heute bei jedem? Lagerhändler verfügbar. Zumindest in meinen 1957er und 1989er FAG-Katalogen taucht es noch auf. Die mir vorliegenden SKF-Listen (1988 und 1997) führen es allerdings nicht.
Für den Fall, daß noch mehr Leute Frequenzumrichter für die Hommelmotoren programmieren wollen, hier meine Erfahrungswerte. Das Motorenschild ist ja nicht gerade auskunftsfreudig.
| Wert | Nenn | Bereich | Einheit |
|---|---|---|---|
| Nennleistung (P) | 170 | W | |
| Frequenz (f) | 50 Hz | bis 100 | Hz |
| Nennstrom (IN | - | A | |
| Strangwiderstand (RStr) | - | 40-45 | Ohm |
| Leistungsfaktor (cos phi) | - | - | |
| Stranginduktivität (LStr) bei 1600 Hz | - | 75,7 | mH |
| Strangscheinwiderstand (Rs Str) bei 1600 Hz | - | 122 | Ohm |
| Stranggüte (QStr) bei 1600 Hz | - | 6,2 | - |
Die Tabelle muß noch ergänzt werden. Die Meßfrequenz für Induktivität und Scheinwiderstand ist 'n bißchen hoch aber durch den gewählten Meßbereich des HM8018 vorgegeben.
Die SK30-Aufnahme ist leider aus der Mode gekommen. So ist es schwierig geworden, neue Kegel für die Werkzeuge zu bekommen (z.B. www.hoffmann-gruppe.de, www.rc-machines.de, Hommel-Herkules-Werkzeughandel). Und gebraucht sind zumindest einige SK30-Kegel auch rar und daher relativ teuer.
Bei den SK30-Kegeln gibt es drei inkompatible Derivate.
{kind=link}